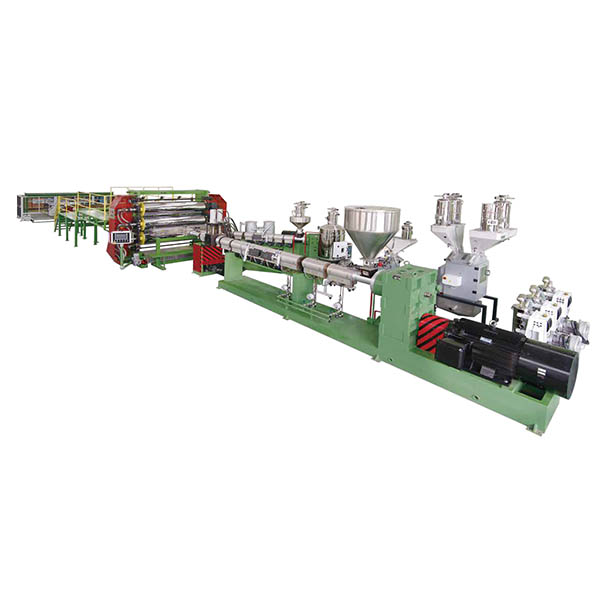
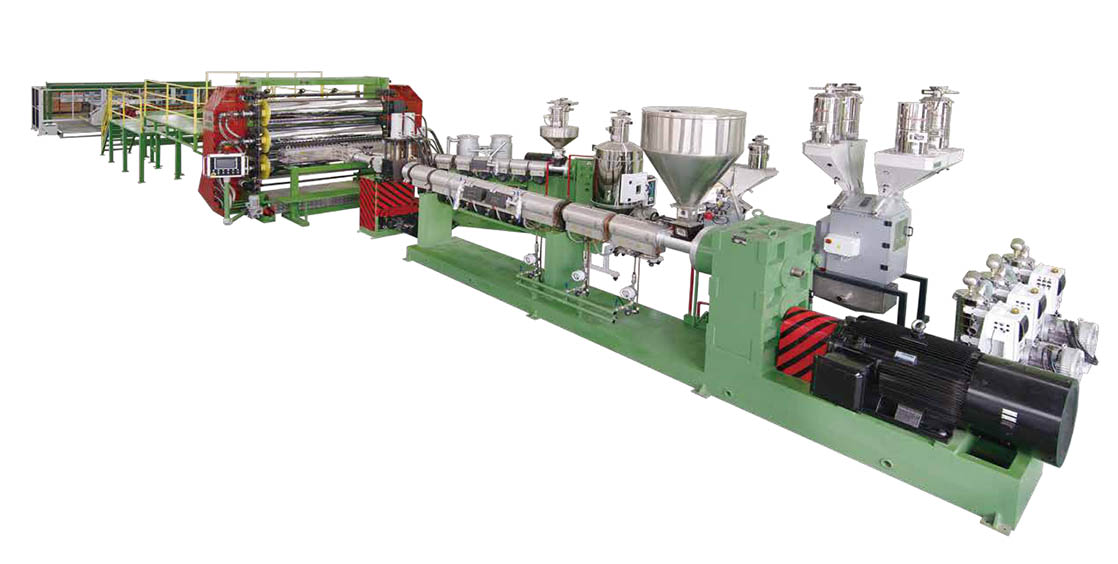
HDPE Thermoforming Plate Extrusion line
Jwell qabaqcıl ekstruziya sistemini təchiz edir, aşağı MFI və boşqabda yüksək möhkəmliyə malik HMW-HDPE materialı istehsal etmək üçün uyğundur, plitələr əsasən avtovaqon lövhəsi, pikap qutusu layneri, yük maşınının örtüyü, yağış əleyhinə istehsal etmək üçün istifadə olunur. örtüyü və s. Plitənin qalınlığı eyni təsir gücünə malik olduqda 30%-dən çox azalda bilər, istehsalçılar üçün istehsal xərclərini azaldır. Plitənin qalınlığı 2-12mm, eni 2000-3000mm.
Əsas texniki spesifikasiya
|
Model |
Məhsulların eni (mm) |
Məhsulun qalınlığı (mm) |
Tutum (kq/saat) |
|
JW130+JW70 |
2200 |
1,5-12 |
600-700 |
|
JW150+JW90 |
2600 |
1,5-12 |
800-900 |
Qeyd: Spesifikasiyalar əvvəlcədən xəbərdarlıq edilmədən dəyişdirilə bilər.
Məhsulun təsviri




Transmissiya sistemi
Sürücü sisteminin funksiyası vidayı idarə etmək və ekstruziya prosesində vint tərəfindən tələb olunan fırlanma anı və sürəti təmin etməkdir. O, adətən mühərrikdən, reduktordan və rulmandan ibarətdir.
İstilik və soyutma cihazı
İstilik və soyutma plastik ekstruziya prosesinin baş verməsi üçün zəruri şərtlərdir.
1. Ekstruder adətən elektrik istilikdən istifadə edir ki, bu da müqavimətli qızdırmaya və induksiya ilə qızdırmaya bölünür. İstilik təbəqəsi gövdə, boyun və başda quraşdırılır. İstilik cihazı, prosesin işləməsi üçün lazım olan temperatura çatmaq üçün temperaturu artırmaq üçün silindrdəki plastiki xaricdən qızdırır.
2. Ekstruderin soyuducu qurğusu plastikin prosesin tələb etdiyi temperatur intervalında olmasını təmin etmək üçün qurulur. Xüsusilə, plastiğin parçalanmasını, yandırılmasını və ya formasını çətinləşdirmək üçün temperaturun çox yüksək olmasının qarşısını almaq üçün vida fırlanması nəticəsində kəsmə sürtünməsi nəticəsində yaranan artıq istiliyi istisna etməkdir. Barelin soyudulması iki növə bölünür: suyun soyudulması və havanın soyudulması. Ümumiyyətlə, kiçik və orta ölçülü ekstruderlər havanın soyudulması üçün daha uyğundur və böyük ölçülü olanlar əsasən su ilə soyudulur və ya iki soyutma forması ilə birləşdirilir.





